

Power batteries mainly include prismatic batteries, cylindrical batteries, and pouch batteries. Prismatic aluminum shell lifepo4 battery have become the primary focus of domestic lithium manufacturing and development due to their simple structure, good impact resistance, high energy density, large single capacity, and many other advantages.
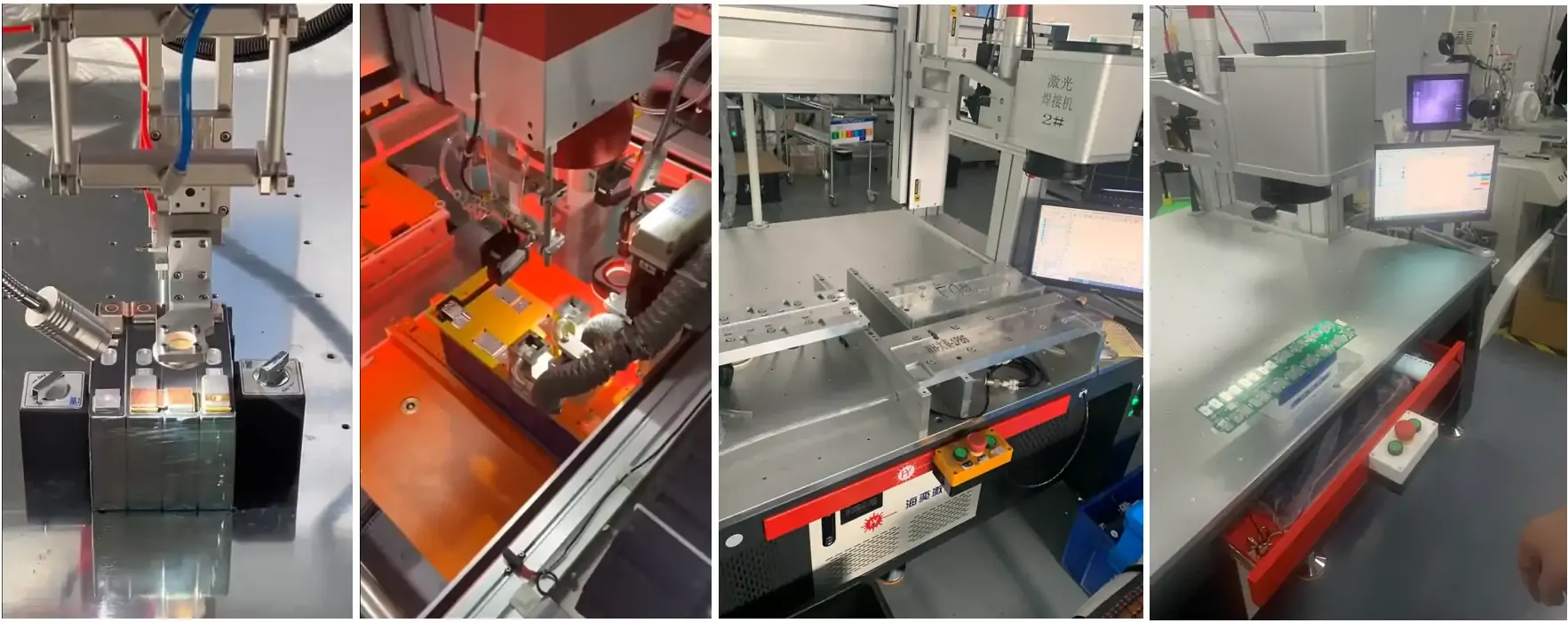
In the manufacturing process of a single battery, key components that need laser welding include a pole, adapter, sealing port, electrolyte injection port, injection hole sealing nails, connecting piece, explosion-proof valve, flip-flop, top cover sealing, and more.
Flexible pack batteries mainly consist of positive and negative lugs connected in series, positive and negative lugs welded with copper converging pieces, and multi-layer negative aluminum and copper converging piece welding. The thickness of copper lugs is generally 0.2-0.5mm, and aluminum lugs are generally 0.2-0.6mm. Single-mode fiber laser lens welding is commonly used.
Laser welding offers high energy density, minimal welding deformation, a small heat-affected zone, effective improvement of part precision, smooth and impurity-free weld seams, consistent density, and eliminates the need for additional grinding work. Laser welding allows for precise control, with a small focusing point of light, high-precision positioning, easy automation with robotic arms, improved welding efficiency, reduced man-hours, and cost savings. Laser welding of thin sheet metal or fine diameter wire is less susceptible to melting back compared to arc welding.
The advantage of the laser welding process is its ability to weld a wide range of materials and realize welding between different materials. In the power lithium-ion battery welding process, technicians select the appropriate laser and welding process parameters based on battery material, shape, thickness, tensile requirements, and more to establish reasonable welding process parameters. This ensures that the final welding effect meets the requirements of power lithium-ion battery manufacturers.
Pole Welding:
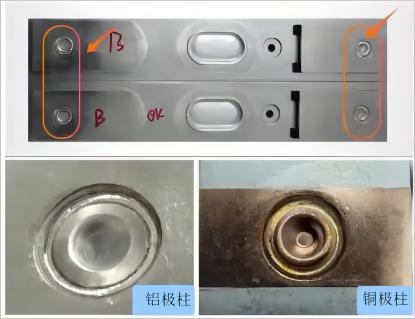
For square batteries, each battery needs to be connected in series and parallel to a battery module unit through positive and negative electrode poles. Battery pole materials include copper and aluminum, which are high-resistance materials requiring good laser beam quality and high energy density.
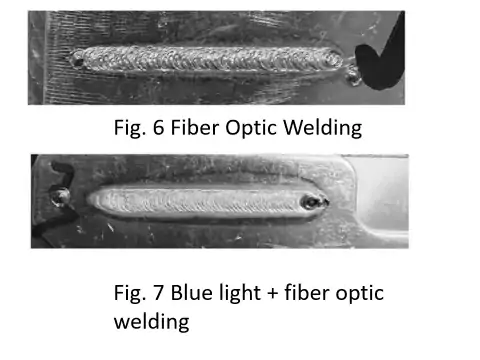
Adapter Welding:
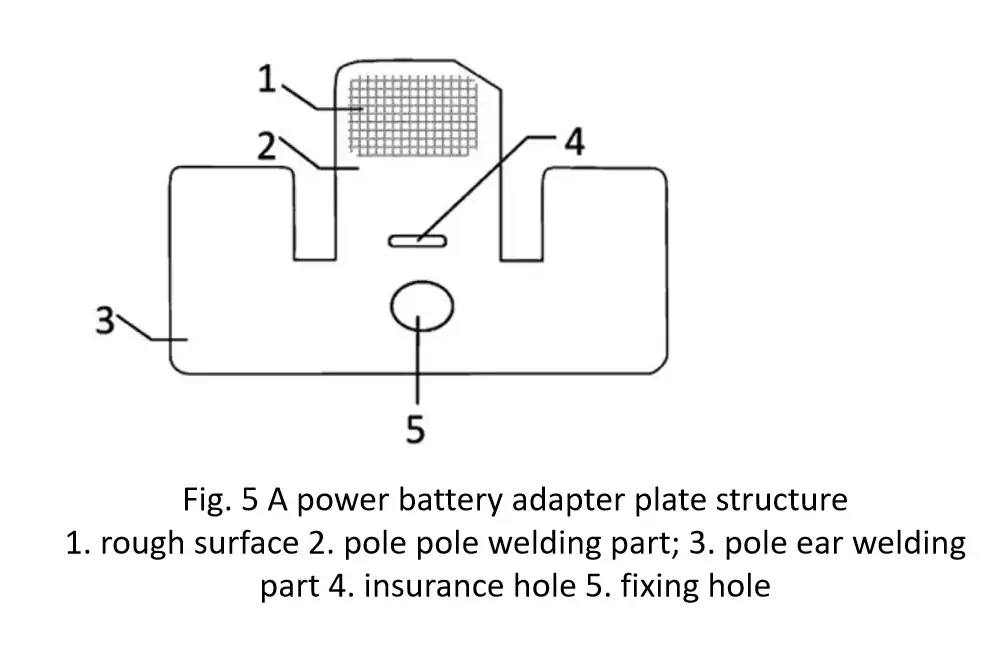
The adapter's role is to connect the top cover post of the square shell battery and the battery internal cell lugs, forming the current conduction. The current welding program selects a fiber laser with a wavelength of 1030~1090nm. The battery's negative pole adapter is made of copper, which has low absorption in this wavelength band and rapid heat dissipation. Therefore, high power density is needed for deep fusion welding.
In blue laser and fiber laser composite welding, the overall laser utilization rate is high. A lower total power can complete the adapter laser welding application, ensuring stability in the welding process. This reduces the likelihood of welding issues, eliminates spatter, and allows for adjustable weld width to significantly enhance the product performance of square shell batteries.
Spot welder for batteries:
Power battery shell materials mainly include aluminum alloy and stainless steel, with aluminum alloy being the most commonly used. Stainless steel, such as 304 stainless steel, exhibits better laser welding performance. Whether using a pulsed laser or continuous laser, it can achieve better weld appearance and mechanical properties. The square battery shell thickness is generally below 1mm, depending on capacity, with 0.6mm and 0.8mm being common. Laser welding square power battery shells can be categorized as side welding and top welding.
Sealing Nail (Electrolyte Injection Port) Welding:

The shape of the sealing nail (injection cap) is usually a round cap with a diameter of 8mm and a thickness of about 0.9mm. Traditional YAG pulsed lasers are commonly used for welding these sealing nails, producing well-shaped welds with good consistency and high yield. However, using fiber lasers for sealing nails through continuous light mode allows for significantly higher welding speeds—up to 80-120mm/s—compared to YAG laser welding. This represents a more than tenfold increase in welding speed.
Liquid Injection Hole Sealing Nails:
To inject electrolyte into the battery case, a liquid injection hole is present in the top cover piece. After completing the liquid injection, the liquid injection hole is sealed, typically using a rubber nail for initial sealing. The final sealing nail is then assembled and laser-welded.
Connecting Piece Welding:
The power battery module connecting piece adopts a multi-layer material composite, with one layer serving as the connecting layer of the connecting piece and pole to ensure welding performance. The multi-layer material superposition ensures the electrical conductivity of the connecting piece. Power battery module connectors are generally rectangular, trapezoidal, triangular, and stage-shaped, with a 0.1mm thick nickel-plated copper foil on the connecting surface.
Battery Explosion-Proof Valve Welding:
The primary function of the explosion-proof valve is to prevent the battery from exploding during thermal runaway, ensuring battery safety. The welding process for the explosion-proof valve is demanding. Explosion-proof valves can be welded with pulsed and continuous lasers. Continuous laser welding requires higher precision for product assembly but achieves higher-quality welding results, along with welding stability, efficiency, and yield rate guarantees. The explosion-proof valve is a pure aluminum (AL1060) round sheet with a thickness ranging between 0.08 and 0.1mm.
Next:12.8V 8Ah lithium battery pack and 14.6V 2A charger to UAE
Previous:SVOLT 325Ah lifepo4 battery cell - high energy density long cycle life
Contact Person: Miss. Elsa Liu
| WhatsApp : | +8617763274209 |
|---|---|
| Skype : | +8617763274209 |
| WeChat : | 17763274209 |
| Email : | Elsa@lifepo4-battery.com |
